 es
es
 English
English  Français
Français  русский
русский  中文简体
中文简体  عربى
عربى 
Alisen
Alisen
Alisen
Alisen
Alisen
Alisen
Alisen
Alisen
Alisen
Alisen
Alisen
Alisen

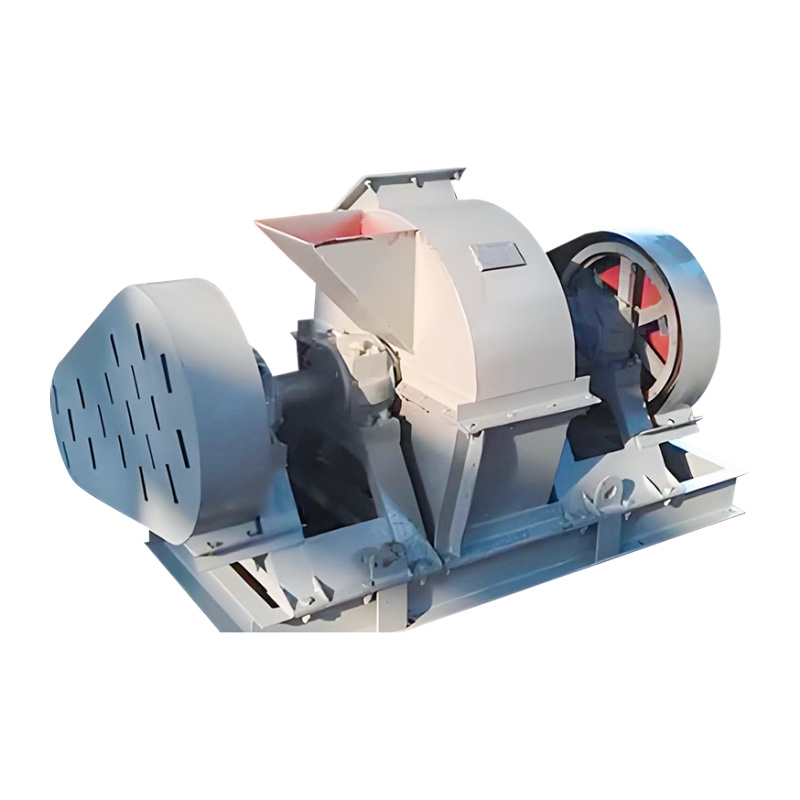
La amoladora adopta un sistema de control de velocidad continuo, que puede ajustar fácilmente la velocidad de molienda adecuada para moler varios componentes. Al adoptar un control de presión de retroalimentación de circuito cerrado con válvula proporcional neumática eléctrica, el dispositivo de presión se puede regular de forma independiente. La placa superior está equipada con una función de descenso lento, evitando eficazmente la rotura de piezas delgadas y quebradizas. Al utilizar un relé de tiempo y un contador de molienda, el tiempo de molienda y el número de ciclos de molienda se pueden configurar y controlar con precisión de acuerdo con los requisitos de procesamiento. El modo de presión se puede ajustar durante el trabajo y se activará una alarma de apagado automático cuando se alcance el tiempo de molienda o la velocidad de vuelta establecidos, logrando un funcionamiento semiautomático.
El método de control de velocidad variable para rectificadoras tiene tres etapas: la etapa inicial, la etapa formal y la etapa final. En la etapa inicial, la herramienta de rectificado gira a una velocidad mayor, en la etapa formal, la herramienta de rectificado gira a una velocidad constante y, en la etapa final, la herramienta de rectificado gira a una velocidad menor. Su característica es que en la etapa inicial del rectificado, la aceleración de la velocidad de la herramienta de rectificado controlada manualmente aumenta de cero a lenta. Cuando la velocidad de la herramienta de rectificado alcanza la mitad de la velocidad de rectificado formal, el cambio en la aceleración muestra un punto de inflexión, y la aceleración de la velocidad controlada de la herramienta de rectificado disminuye desde el valor máximo a lento hasta que la velocidad de la herramienta de rectificado alcanza la velocidad de rectificado formal, y la aceleración de la velocidad de la herramienta de rectificado disminuye a cero.
Al utilizar la característica de rectificado abrasivo fijo, la distribución de densidad del abrasivo en la herramienta de rectificado se diseña razonablemente en función de la distribución de densidad de la trayectoria de movimiento relativa entre la pieza de trabajo y la herramienta de rectificado, de modo que el desgaste de la herramienta de rectificado durante el proceso de rectificado no afecte la precisión de la superficie de la herramienta de rectificado mejorando así significativamente la precisión superficial de la pieza de trabajo y evitando la molestia de reparar la herramienta de rectificado. En el rectificado abrasivo fijo plano, el movimiento de rotación de la herramienta de rectificado es el movimiento principal y el movimiento de la pieza de trabajo es el movimiento auxiliar. En la mayoría de los casos, la pieza de trabajo flota y se presiona sobre la herramienta de rectificado, y se desconoce su patrón de movimiento. Por tanto, es necesario analizar la tensión sobre la pieza para determinar su estado de tensión y ley de movimiento. Tome la pieza de trabajo como el cuerpo separado de todo el sistema de rectificado, establezca la ecuación diferencial del equilibrio de fuerzas de la pieza de trabajo y resuelva la ecuación para obtener la ley de movimiento de la pieza de trabajo.
El host de la rectificadora es accionado por un motor regulador de velocidad, equipado con un sistema de reducción de alta potencia, arranque suave y parada suave, y funciona sin problemas. A través del movimiento de rectificado coordinado de los discos de rectificado superior e inferior, la rueda solar y la rueda planetaria, se forman cuatro direcciones y velocidades durante el procesamiento, logrando un funcionamiento eficiente del rectificado simultáneo de las superficies superior e inferior. El disco de molienda inferior se puede subir y bajar para facilitar la carga y descarga de piezas de trabajo. Dispositivo neumático de cambio de dirección del engranaje solar, control preciso de la precisión y velocidad de rectificado en ambos lados de la pieza de trabajo. Equipado aleatoriamente con ruedas correctoras, utilizadas para corregir el error de paralelismo de los discos rectificadores superior e inferior.
El molinillo de cesta de molienda hereda las características del proceso de molienda dispersa del molinillo de cesta en una máquina y un proceso, y también se puede utilizar por separado como dispersor (cuando el disco dispersor está en la posición de trabajo y la cesta de molienda no está bajada). Para los materiales que necesitan ser molidos, se puede lograr la función de dispersar primero y luego moler (cuando la canasta de molienda desciende a la posición de trabajo, el material se puede moler de manera eficiente).
Nuestros principales productos











PÓNGASE
EN CONTACTO CON NOSOTROS
EN CONTACTO CON NOSOTROS
-
 No. 68, Calle Shuanglou, Pueblo de Qutang, Ciudad de Haian, Ciudad de Nantong, Provincia de Jiangsu
No. 68, Calle Shuanglou, Pueblo de Qutang, Ciudad de Haian, Ciudad de Nantong, Provincia de Jiangsu -
Teléfono:
 +86-13914355558/18994158908
+86-13914355558/18994158908 -
Correo Electrónico:
 tp@tp-machinery.com
tp@tp-machinery.com
Derecho de Autor © 2025 Nantong Alisen Environmental Protection Technology Co., Ltd.
TODOS LOS DERECHOS RESERVADOS.
![]()